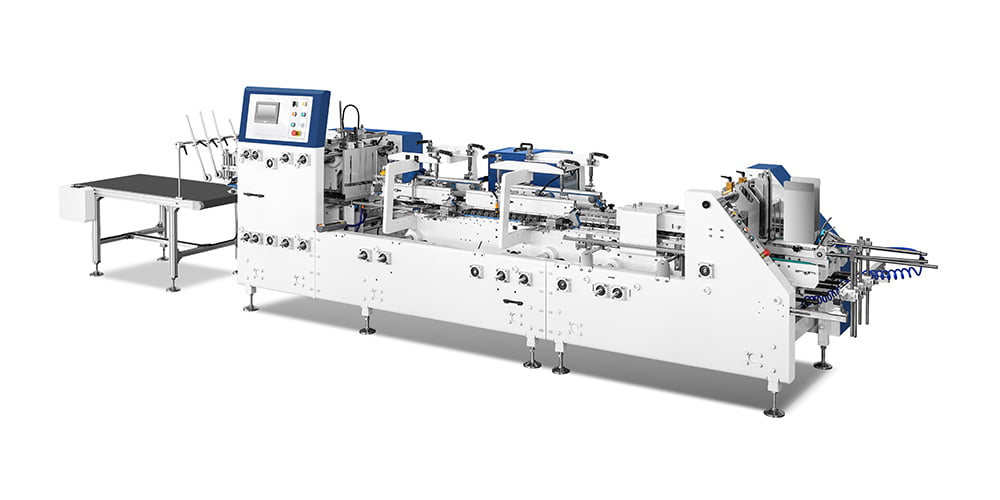
In einer Verpackungswerkstatt, einem Automatische Ordnergluer Funktioniert normalerweise als Teil eines verbundenen Flusses und nicht als einzelne isolierte Maschine. Sobald es zu laufen beginnt, bewegen sich mehrere Abschnitte zusammen, und selbst eine kleine Nichtübereinstimmung am Anfang kann sich langsam über die gesamte Linie ausbreiten.
Vor dem Betrieb behandeln Arbeiter die Maschine oft als etwas, das eine kurze "Wachkontrolle" braucht, anstatt sofort Volllast zu verwenden. Diese Gewohnheit ist erfahrungsgemäß—viele kleine Probleme treten nicht auf, wenn die Maschine im Leerlauf ist, sondern treten nur auf, wenn sich Materialien kontinuierlich bewegen.
Eine häufige Situation ist, dass während der Einrichtung alles normal aussieht, sich aber sobald die Produktion beginnt, die Faltausrichtung oder der Kleberfluss leicht zu verschieben beginnt. Diese kleine Verschiebung stoppt die Maschine möglicherweise nicht, kann sich jedoch auf die Produktkonsistenz auswirken.
In realen Produktionsumgebungen wird normalerweise eine Inspektion vor dem Start durchgeführt, um Folgendes zu vermeiden:
Die Idee ist einfach: Ein paar Minuten Kontrolle können spätere längere Unterbrechungen verhindern.
Mechanische Teile in einem automatischen Ordnergluer werden immer wiederholt bewegt. Auch wenn die Maschine nicht mit voller Geschwindigkeit läuft, kann es dennoch zu geringem Verschleiß oder Lockerheit kommen.
Bediener beginnen in der Regel mit einer visuellen und manuellen Überprüfung wichtiger Bereiche:
Ein praktisches Beispiel ist die Riemenspannung. Wenn es leicht locker ist, können Materialien während der Bewegung driften. Wenn es zu eng ist, kann das System zusätzlichen Widerstand erzeugen, der sich langsam auf die Stabilität auswirkt.
Ein weiterer Punkt sind Rollen. Sie können sich zwar noch drehen, aber ungleichmäßiger Verschleiß kann bei laufendem Betrieb der Maschine zu leichten Vibrationen führen.
In vielen Werkstätten erfolgt diese Kontrolle nicht streng formal. Es basiert häufig auf Berührung, Beobachtung und langsamer manueller Drehung von Teilen, wenn die Maschine ausgeschaltet ist.
Das Zuführsystem entscheidet, wie reibungslos Materialien in die Maschine gelangen. Wenn die Fütterung nicht stabil ist, wird auch der Rest des Prozesses unregelmäßig.
Vor dem Start schauen sich die Betreiber in der Regel Folgendes an:
Ein häufiges Problem bei der tatsächlichen Anwendung ist die ungleichmäßige Aufnahme. Ein Blatt kann etwas schneller oder langsamer eintreten als das nächste. Dies mag zunächst nicht schwerwiegend erscheinen, wirkt sich jedoch mit der Zeit auf den Faltzeitpunkt und die Klebepositionierung aus.
In manchen Fällen werden Fütterungsprobleme nicht durch die Maschine selbst verursacht, sondern durch die Art und Weise, wie Materialien platziert werden. Schon leichtes Biegen oder ungleichmäßiges Stapeln kann zu kleinen Unterbrechungen führen.
Im Faltabschnitt beginnt sich die Materialform zu ändern. Schon eine kleine Fehlausrichtung kann hier das endgültige Erscheinungsbild des Produkts beeinträchtigen.
Vor der Operation wird in der Regel auf Folgendes geachtet:
Wenn Klappschienen nicht richtig ausgerichtet sind, kann sich das Material während der Bewegung leicht verschieben. Diese Verschiebung ist zu Beginn oft gering, wird aber nach wiederholten Zyklen deutlicher sichtbar.
Manchmal führen die Bediener einen Trockenlauf ohne volle Materialbelastung durch. Dadurch lässt sich feststellen, ob sich die Bewegung glatt oder leicht ungleichmäßig anfühlt.
In praktischen Situationen hängt die Faltgenauigkeit nicht nur von der Position ab, sondern auch vom Zeitpunkt zwischen den Abschnitten.
Das Klebesystem ist empfindlich, da es von Durchfluss, Temperaturbedingungen und Düsenreinheit abhängt. Schon eine kleine Blockade kann Verteilungsmuster verändern.
Vor dem Start prüfen die Bediener normalerweise:
Ein einfaches reales Problem ist die teilweise Trocknung im Inneren der Düse. Es blockiert den Fluss möglicherweise nicht vollständig, kann aber die Art und Weise ändern, wie Klebstoff freigesetzt wird.
Ein weiterer Faktor ist die ungleichmäßige Verteilung. Wenn der Kleber nicht gleichmäßig aufgetragen wird, kann die Klebefestigkeit an verschiedenen Teilen des Produkts variieren.
Einige Werkstätten führen einen kurzen Testzyklus mit Probenmaterial durch, um zu beobachten, wie sich Klebstoff bei normaler Bewegungsgeschwindigkeit verhält.
| Systembereich | Inspektionsschwerpunkt | Operatives Risiko bei Übersehen |
|---|---|---|
| Fütterungsabteilung | Ausrichtungs- und Aufnahmeverhalten | Materialverzögerung und Fehlzufuhr |
| Faltteil | Schienenposition und Druckausgleich | Forminkonsistenz |
| Klebesystem | Strömungsstabilität und Düsenzustand | Ungleichmäßige Bindung |
| Mechanische Teile | Band-, Rollen- und Gelenkzustand | Vibration und Drift |
| Steuerungssystem | Signalantwort und Timing | Koordinationsinkongruenz |
Vor dem Start werden in der Regel Elektro- und Steuerungssysteme überprüft, um sicherzustellen, dass die Reaktionen stabil und vorhersehbar sind.
Zu den wichtigsten Punkten gehören:
Sensoren spielen eine wichtige Rolle, da sie die Zeit zwischen den Abschnitten steuern. Wenn ein Sensor Material zu früh oder zu spät erkennt, bleibt der Falt- und Klebevorgang nicht ausgerichtet.
Auch die Kontrollreaktion ist wichtig. Wenn Befehle auch nur geringfügig verzögert werden, kann die Koordination zwischen den Abschnitten im Dauerbetrieb ungleichmäßig werden.
Sicherheitssysteme werden nicht nur auf Konformität, sondern auch auf praktische Reaktionen in unerwarteten Situationen überprüft.
Betreiber bestätigen in der Regel:
Der Notstopp wird häufig bei niedriger Geschwindigkeit oder im Leerlauf getestet, um sicherzustellen, dass er beim Drücken sofort reagiert.
Sicherheitsabdeckungen werden außerdem überprüft, um sicherzustellen, dass sie ordnungsgemäß geschlossen und nicht locker sind, da Vibrationen während des Betriebs schlecht gesicherte Teile allmählich verschieben können.
Ein Probelauf findet in der Regel direkt nach Abschluss der Grundprüfungen statt. Es handelt sich nicht um einen formalen Produktionsschritt, sondern eher um einen ruhigen Test, bei dem sich die Maschine in ihrem normalen Rhythmus ohne vollen Druck bewegen kann.
Auf dem Papier sieht vielleicht alles gut aus. In echter Bewegung beginnen sich kleine Dinge zu zeigen. Ein Gürtel, der sich normal anfühlt, wenn er angehalten wird, kann etwas anders klingen, sobald er weiterläuft. Ein Faltabschnitt, der sich reibungslos von Hand bewegt, kann beim Zusammenarbeiten mit dem Zuführen und Kleben eine winzige Verzögerung aufweisen.
In dieser Phase achten Bediener in der Regel auf einfache Zeichen:
ob der Klebstoffzeitpunkt mit dem Materialfluss übereinstimmt
Der Ton ist oft der erste Hinweis. Eine stabile Maschine hat normalerweise einen gleichmäßigen Laufton. Wenn sich dieser Ton in bestimmten Abschnitten ändert, bedeutet dies oft, dass die Last nicht gleichmäßig verteilt ist.
Vibrationen sind eine weitere Sache, die Menschen schnell bemerken. Eine kleine Vibration zu Beginn ist nicht ungewöhnlich, aber entscheidend ist, ob sie gleich bleibt oder langsam stärker wird.
Auch für das Klebeverhalten sind Probeläufe sinnvoll. Auch wenn der Klebefluss bei Leerlaufprüfungen gut aussieht, kann das tatsächliche Timing bei kontinuierlicher Bewegung das Endergebnis dennoch verändern.
In dieser Phase geht es weniger darum, große Probleme zu finden, sondern vielmehr darum, kleine Abweichungen zu erkennen, bevor die Produktion kontinuierlich wird.
Der Materialzustand entscheidet oft darüber, wie reibungslos sich die ersten Betriebsminuten anfühlen. Die Maschine ist zwar in gutem Zustand, aber ungleichmäßiges Material kann dennoch zu kleinen Unterbrechungen führen.
Vor dem Start werden Materialien in der Regel sehr praktisch geprüft:
Ein häufiges Problem ist eine leichte Biegung. Beim Stapeln von Materialien sieht es möglicherweise nicht ernst aus, kann aber während der Fütterung zu Zögern oder ungleichmäßiger Aufnahme führen.
Auch der Oberflächenzustand spielt eine Rolle. Staub oder Feuchtigkeit können das Verhalten von Kleber später leise verändern. Manchmal sieht die Bindung am Anfang gut aus, wird aber nach wiederholten Zyklen weniger stabil.
Stapeln ist ein weiterer Punkt, der oft unterschätzt wird. Wenn der Stapel nicht richtig ausgerichtet ist, wird die Zuführung ungleichmäßig. Ein Blatt kann reibungslos eindringen, während das nächste auf Widerstand stößt. Dieser kleine Unterschied wirkt sich langsam auf das Timing im gesamten Prozess aus.
In der realen Werkstattpraxis wird die Materialvorbereitung oft zusammen mit dem Maschinenaufbau angepasst und nicht als separate Aufgabe behandelt.
Selbst wenn eine Maschine vollständig vorbereitet ist, beeinflusst die Person, die sie bedient, immer noch, wie stabil der Start sein wird. In der täglichen Produktion entscheiden oft kleine Reaktionen des Bedieners darüber, wie frühzeitig mit Problemen umgegangen wird.
Vor dem Start folgen die Bediener in der Regel einfachen Gewohnheiten:
Erfahrung ist wichtiger als komplexe Verfahren. Jemand, der mit der Maschine vertraut ist, kann oft spüren, wenn etwas leicht daneben liegt, noch bevor es im Produkt sichtbar wird.
In Mehrpersonen-Setups kommt es auch auf die Kommunikation an. Eine Person kann sich um die Fütterung kümmern, eine andere kann die Ausgabe überwachen. Wenn die Zeit nicht klar angegeben ist, können zwischen den Abschnitten kleine Abweichungen auftreten.
Bei einem stetigen Start geht es oft weniger um strenge Kontrolle als vielmehr um Bewusstsein in den ersten Zyklen.
Umweltbedingungen werden leicht übersehen, da sie zunächst nicht mit mechanischer Bewegung verbunden zu sein scheinen. In der Praxis beeinflussen sie langsam das Verhalten sowohl der Maschine als auch des Materials.
Temperaturänderungen können die Klebstoffdicke beeinflussen. Wenn der Kleber etwas dünner oder dicker wird, ändert sich sein Ausbreitungsmuster. Dieser kleine Unterschied kann die Bindung beeinträchtigen, selbst wenn die Maschine normal arbeitet.
Auch die Luftfeuchtigkeit spielt eine ruhige Rolle. In feuchterer Luft können sich Materialien beim Falten weicher und etwas weniger stabil anfühlen. Unter trockeneren Bedingungen können sie steifer werden und Bewegungen etwas stärker widerstehen.
Staub im Arbeitsbereich neigt dazu, sich langsam anzusammeln. Es kann sich auf Rollen oder Zuführteilen absetzen und die reibungslose Bewegung von Materialien verändern. Dies geschieht nicht plötzlich, kann aber die langfristige Stabilität beeinträchtigen.
Auch Luftbewegungen um die Maschine können das Trocknungsverhalten des Klebers beeinflussen. Bei manchen Aufbauten kann ein ungleichmäßiger Luftstrom zu kleinen Unterschieden in der Geschwindigkeit führen, mit der der Kleber an den verschiedenen Abschnitten haftet.
Diese Bedingungen werden normalerweise nicht direkt von der Maschine gesteuert, beeinflussen aber dennoch die endgültigen Betriebsergebnisse.
Wie beeinflussen Wartungsaufzeichnungen Entscheidungen vor dem Start?
Wartungsaufzeichnungen werden oft als Hintergrundinformationen behandelt, im realen Betrieb helfen sie jedoch zu erklären, wie sich eine Maschine beim Start verhält.
Bevor Techniker mit der Arbeit beginnen, schauen sie oft zurück auf:
Eine Maschine, die kürzlich angepasst wurde, kann sich in frühen Zyklen etwas anders verhalten. Dies ist normal und legt sich normalerweise nach kurzer Laufzeit.
Aufzeichnungen helfen auch, die Aufmerksamkeit zu fokussieren. Wenn eine bestimmte Walze oder ein bestimmter Zuführabschnitt bereits zuvor Abnutzungserscheinungen gezeigt hat, wird sie häufig genauer beobachtet, bevor sie erneut gestartet wird.
In vielen Workshops sind diese Aufzeichnungen nicht nur Dokumentationen. Sie werden Teil der Art und Weise, wie Betreiber entscheiden, wo sie in den ersten Betriebsminuten genauer hinschauen.
Konzentrieren Sie sich darauf, Kunden auf der ganzen Welt hochwertige Ordnerklebegeräte zur Verfügung zu stellen.



Nr. 3888, Jiangnan Avenue, Nanbin Street, Stadt Ruian, Stadt Wenzhou, Provinz Zhejiang, China
Datenschutzrichtlinie Copyright © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Hochgeschwindigkeits-Ordnergluer-Fabrik

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch